-
E-mail nekünksales@efpcb.com
-
Cég helyszíneShenzhen, Guangdong, China
-
+86-755-23724206Hívjon minket
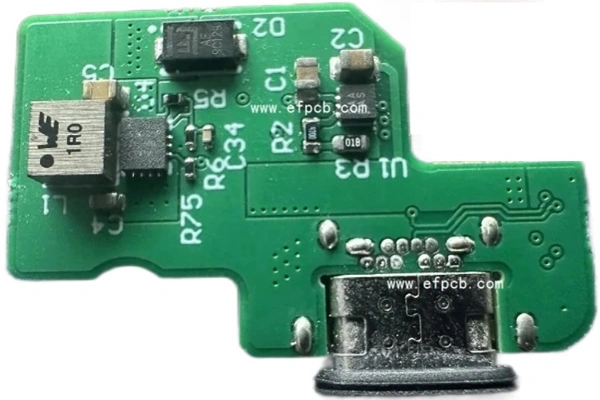
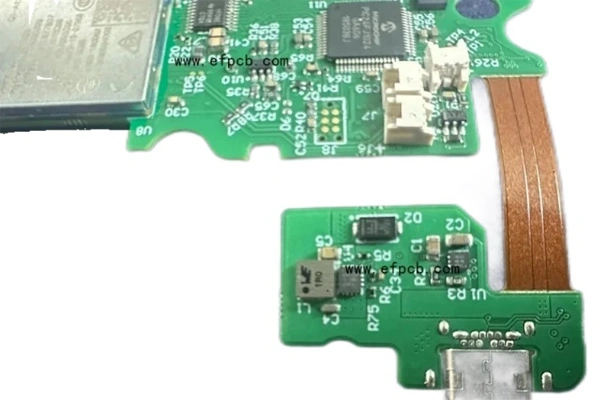
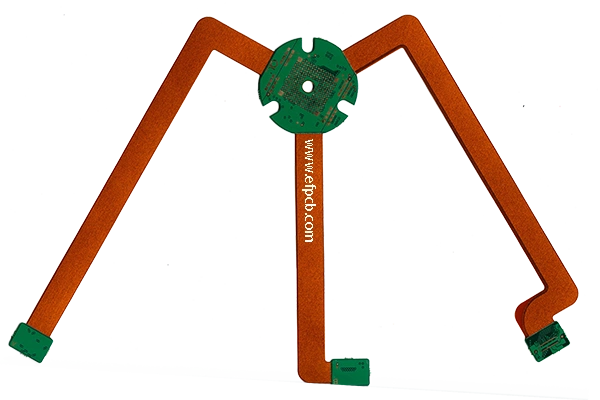
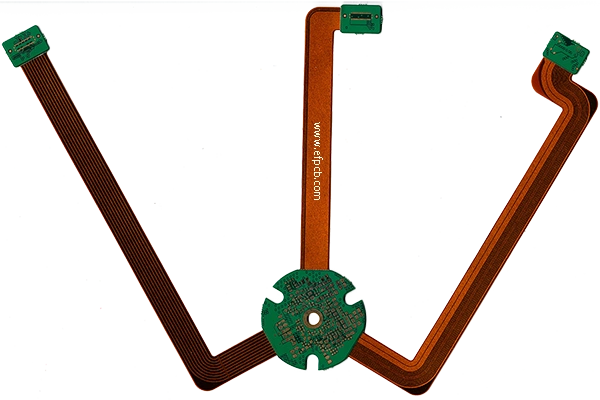
Rétegszámla: 4 réteg merev rugalmas
Anyag: FR4 TG170 + 2mil Polimid, 1,6 mm, 1 oz minden réteghez
Minimális pálya: 4 mil
Minimális tér (szakadék): 4 mil
Minimális lyuk: 0,20 mm
Felület befejezett: ENIG
Panel méret: 178 * 110mm / 2up
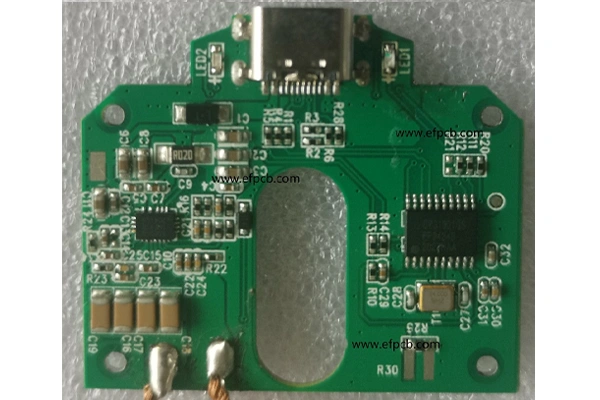
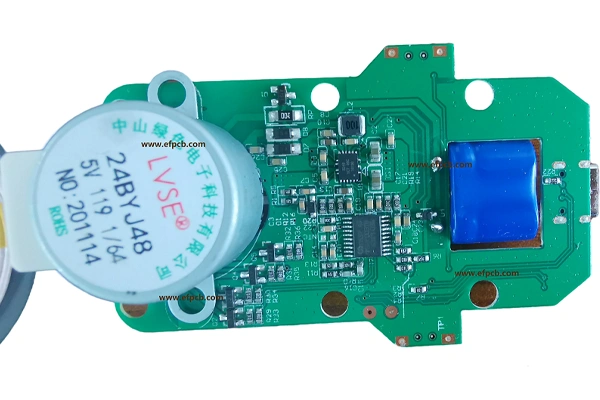
QFN chipek összeszerelése, C típusú összeszerelés, magas megbízhatóságú PCBA, kiváló minőség NYÁK szerelés
A kisebb elektronikai csomagok folyamatos nyomása miatt a Quad Flat lead-free (QFN) az egyik legnépszerűbb integrált áramkör-tervezés. Kicsi mérete, jó hőjellemzői és nagyon rövid elektromos vezetékei teszik a QFN-t a mai mobil eszközök pillérevé. A megkülönböztető ólomtalan kialakítása azonban különböző kihívásokat is okoz, amelyek pontos és szigorúan ellenőrzött folyamatot igényelnek. Egy nyereséges QFN NYÁK szerelés pontosságra támaszkodik az egész folyamatban, a tervezéstől az ellenőrzésig, hogy garantálja a szilárd elektromos kapcsolatokat és a megbízható szolgáltatást.
Az erős forrasztási csatlakozás sarokköve jóval azelőtt van a helyén, mielőtt az alkatrész elesett. Jóval kezdődik NYÁK elrendezés egy jól meghatározott központi hőpálya segítségével, valamint a perifériás leszállási minták, amelyek ugyanazok a méretek, mint a QFN csomag. A forrasztási paszta alkalmazása potenciálisan az egész QFN legfontosabb része NYÁK szerelés eljárás. Egy lézerrel vágott rozsdamentes acél szablon, a vastagság és a nyílásméretek gondosan meghatározott, használják, hogy egy meghatározott mennyiségű forrasztási paszta NYÁK párnák. A nyomtatás minősége közvetlenül meghatározza a későbbi visszaáramlási forrasztás sikerét. A 4. típusú vagy kisebb méretű forrasztási por általában javasolt a finom QFN méretekhez szükséges felbontás eléréséhez.
Az összetevők pontos elhelyezése és a szabályozott visszaáramlás a kulcs a jó IR áramlású visszaáramlási forrasztáshoz a legnagyobb hozam érdekében. A pasztaellenőrzés után, általában automatizált optikai eszközökkel, a QFN eszközt nagy pontossággal helyezik el. A mai pick & place gépek látási rendszerekkel rendelkeznek, amelyek lehetővé teszik, hogy a csomag pontosan összhangban legyen a táblán lévő lábnyommal. A helyezési nyomást szabályozni kell annak érdekében, hogy megakadályozza a paszta kiszorítását a hőpálya alatt, ami hidat eredményezhet.
Ezután a tábla átmegy az újraáramlási sütőn egy jól megalapozott hőprofil alatt. Számos cél elérésére tervezték: elegendő hőt biztosítani a központi pad nagy hőtömegének növeléséhez anélkül, hogy a kisebb perifériás ízületeket túlzott hőnek kellene kitennie; az áramlás aktiválása; és lehetővé teszi a forrasztási részecskék elegendő nedvesítését és koalesztezését. A csúcshőmérsékletet és a liquidus feletti időt (TAL) gondosan ellenőrizni kell annak biztosítása érdekében, hogy a forrasztási csatlakozások megbízhatóak legyenek, és az alkatrész vagy a szubsztrát ne sérüljön hőmérséklettel. A hőmenedzsment kulcsfontosságú tényező a QFN-ben is NYÁK szerelés folyamat.
Az elem alatti észrevehetlen kapcsolatok miatt fejlett technológiára van szükség a kész QFN-vel NYÁK szerelés ellenőrzésre. Az összehangolás és a látható forrasztási hidak automatizált optikai ellenőrzéssel (AOI) ellenőrizhetők. De a csomag alatti rejtett kapcsolatok esetében a röntgenvizsgálat nem helyettesíthető. Ez az ellenőrzés magas felbontású képet tartalmaz, amely lehetővé teszi az üzemeltetők számára, hogy megállapítsák, hogy a perifériás vezetékeken sikerült-e forrasztási csatlakozás kialakulása, és ami a legfontosabb, hogy észleljék a központi hőpályán lévő forrasztási csatlakozás ürességét. Biztos, hogy az ipari szabványok, mint például az IPC-A-610 toleranciákkal rendelkeznek bizonyos üresedésre, de a túl sok üresedés drasztikusan csökkenti a hőátvitelt. Végül az elektromos teszt azt is megerősíti, hogy a tábla működik, amikor egy teljesen funkcionális és jól tesztelt QFN NYÁK szerelés Ez az, amit a nap végén akarsz.