-
E-mail nekünksales@efpcb.com
-
Cég helyszíneShenzhen, Guangdong, China
-
+86-755-23724206Hívjon minket
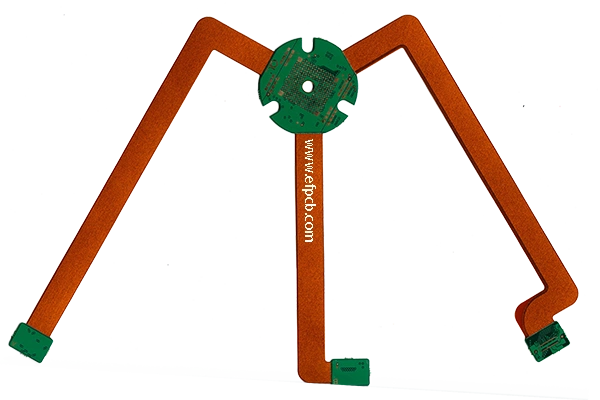
Rétegszám: 8 réteg
Anyag: FR4, 1,6 mm, magas TG + 2mil PI, 1 oz minden réteghez
Minimális pálya: 4 mil
Minimális tér: 4 mil
Minimális lyuk: 0,20 mm
Felület befejezett: aranyozott NYÁK
Panel méret: 228 * 128mm / 6up
A merev igény flexibilis nyomtatott áramkörök Az elektronikai ipar megoldásai óriási mértékben nőnek, és az ipari kutatások előrejelzik, hogy a globális piac 2027-re körülbelül 2,3 milliárd dollár lesz. Ezek a nagy teljesítményű áramkörök a merev áramkörök stabilitásának és robusztusságának kombinációját kínálják a rugalmas áramkörök sokoldalúságával és rugalmasságával, így a mobiltelefonoktól a repülőgépi alkalmazásokig terjedő modern elektronikus alkalmazásokban találhatók.
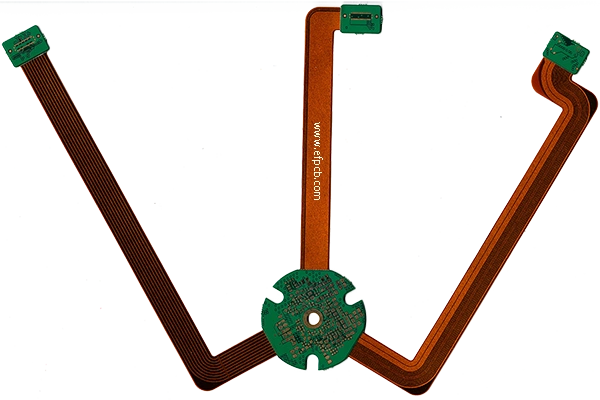
Tudni, hogyan készítsünk merev-hajlékony nyomtatott áramkör , meg kell értenie a kifinomult technikák alapján sok különböző folyamatok, és a gyártási folyamat jelentősen különbözik a szabványos NYÁK termelés. "Minden gyártónak, aki ebben a speciális technológiában részt vesz, egyedi folyamatokat kell kifejlesztenie a saját termékének előállítására, amelyek megfelelnek a kihívást jelentő teljesítménykövetelményeknek, miközben költséghatékonyak.
merev-hajlékony nyomtatott áramkör A technológia egy hibrid módszer, amelyben a merev területek megőrzik a szabványos táblázati jellemzőket mechanikai támogatással és alkatrészek csomagolásával, míg a rugalmas területek lehetővé teszik a 3D csomagolást és a dinamikus hajlítást. Ez a speciális kialakítás lehetővé teszi a mérnökök számára, hogy teljesen elkerüljék a csatlakozókat, minimalizálják az összeszerelési időt és javítsák a rendszer egész teljesítményét.
A gyártás kihívása a különböző maganyagok és folyamati feltételek szigorú integrálása egy táblán belül rejlik. Az iparágból gyűjtött adatok szerint az alkalmazások merev-hajlékony nyomtatott áramkör Évente 15 százalékkal növekedett, ami főleg a fogyasztói elektronika és az autóipar technológiájának miniatúrizálásának köszönhető.
Az anyag kiválasztása a kulcsfontosságú tulajdonságoktól függ. Kiváló hőstabilitásuk és mechanikai tulajdonságaik miatt a 12,5-125 μm vastagságú poliimidfilmeket rugalmas szubsztrátként használják. Mereg rétegek esetén a választott anyag általában az FR-4 epoxidgyanta, amely a legtöbb PCB-ben használt szabványos anyag.
A rézfólia kiválasztása befolyásolja a teljesítményt. De mit jelent a rézfólia sima és kemény ténylegesen Hűvözött réz A 9-70 mikron vastagságú rézfólia lemez gördülése és hűvözése lágyabbá és ductilisabbá teszi, mint az elektromos letétek. Szabványos elektromos és alumínium ólom alkalmazások.
A hőszerítő ragasztók alkalmazhatók a kötőrétegekre, és a -55 °C és +200 °C hőmérsékleti ciklusok során nem érintik őket. Akril és módosított epoxi ragasztókat széles körben használnak, és a gyártó vállalatok saját termékeket készítenek.
Fejlesztési és mérnöki szakaszok
A gyártási folyamatot kiterjesztett tervezési szabályellenőrzésekkel (DRC) kezdve a gyárthatóság ellenőrzése érdekében a feldolgozási utat a folyamat és az anyag tulajdonságai határozzák meg. A mérnököknek figyelembe kell venniük a hajlítási sugar követelményeit, amelyek általában a kábel átmérőjének bizonyos minimális aránya, például 6:1 dinamikus alkalmazások esetén és 3:1 statikus alkalmazások esetén. A szimulációs szoftvereket már a nagy stressz és a lehetséges meghibásodás területeinek előrejelzésére is használhatjuk.
A réteg stack up előkészítése meghatározza a végső tábla attribútumokat. merev-hajlékony nyomtatott áramkör stack fel 4-12 réteg között lehet, a hajlékos területek 1-4 vezető rétegből állnak. Minden gyártónak egyéni szabályai vannak az átmeneti zónákban az átmeneti távolságra, árókra és útvonalra vonatkozó nyomokra.
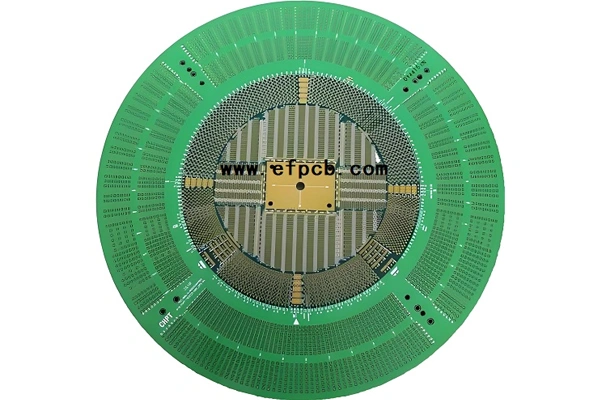
Fúrási műveletek
A precíziós fúrás a gyártás jellemzője. A mechanikai fúrást nagyobb lyukak és vias fúrásához használják, a lézeres fúrást olyan átmérőjű, mint 50 mikrométeres mikrovias fúrásához használják. A vezető fúrási létesítményekből származó statisztikai folyamatkontrol (SPC) adatok a szabványos műveletek során ±25 mikrométeres fúrási pontosságot mutatnak.
Az egyedülálló poliimid fúrókat biztosítják, hogy nincs delamináció és tiszta lyuk fal. A fúrási sorrendet az anyagok közötti különbségekhez kell igazítani, azaz a merev szakaszokat normális sebességgel és adagolási sebességgel fúrják, rugalmasak a különböző szakaszokkal.
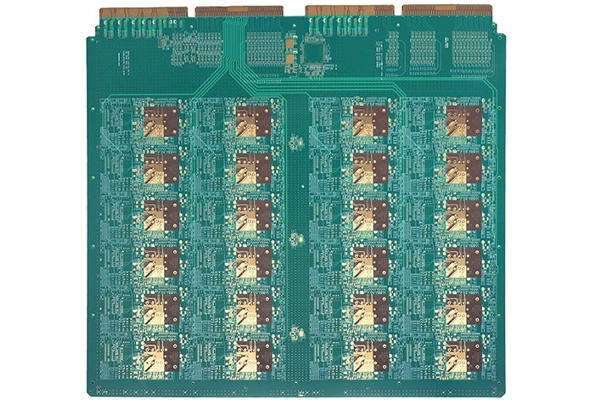
Laminálási folyamat
A laminálás a rétegek átalakításának folyamata merev-hajlékony nyomtatott áramkör A folyamat a hőmérséklet és a nyomás finom szabályozását igényeli, általában 170-200 ° C-on, 200-400 PSI nyomással. A laminálási ciklus hossza 60 és 120 perc között van, a verem összetettségétől függően.
Az egymást követő laminálási folyamatok lehetővé teszik a gyártók számára, hogy fokozatosan gyártsanak nagy sűrűségű összekapcsolódó (HDI) szerkezeteket, például vak viakat és eltemetett viakat, amelyek kevesebb feszültséget gyakorolnak az áramló anyagokra. A vákuumpressz laminálása kivonja a levegőt a rétegek között, lehetővé téve az egész laminált panelen belüli szomszédos táblárétegek egységes összekötését.
Képeképítés és gravírozás
Az áramkörmintákat a fotolitográfiai folyamatok hihetetlen pontossággal határozzák meg. A száraz film fotoreziszt rugalmas szubsztrátokra történő alkalmazásához szükséges kezelő berendezéseket úgy kell tervezni, hogy az anyagot ráncok vagy levegő csapdázása nélkül szállítsák. Az expozíciós rendszereket úgy kell tervezni, hogy különböző szubsztrátvastagságokat kezeljenek a merev és rugalmas szakaszokban.
A nem kívánt réz szelektív eltávolítása, miközben az áramkör nyomokat tartja fenn. Az optimalizált frászó kémia biztosítja a különböző típusú szubsztrátok homogén feloldási sebességét. A jól készített PCB-k tolerálhatják a névleges értékének akár 10% -át.
Plating és felületi befejezés
Elektronélküli bevonatot használnak a fúrt lyukakban és a felületi jellemzők fölötti vékony rézreteg letétbe helyezésére. Az áramsűrűség ellenőrzése is nagyon fontos merev-hajlékony nyomtatott áramkör gyártás, ennek oka a változatos vezetőminták és a különböző szubsztrát anyag ezeken az összeszereléseken. Tipikus bevonatvastagság 20-40 μm (átmeneti lyukak tipikus bevonatvastagsága).
A felületbefejező megoldások közé tartozik az ENIG (Electroless Nickel Immersion Gold), a HASL (Hot Air Solder Leveling) és az OSP (Organic Solderability Preservative). Minden befejezésnek különböző előnyei vannak, azonban az ENIG kivételes forraszthatósággal és korrózióállósággal rendelkezik a magas megbízhatóságú alkalmazáshoz. Minőségi ellenőrzés és tesztelés
Elektromos tesztelés
Az áramkörök elektromos integritását és működését teljes elektromos vizsgálatok erősítik meg. Automatizált vizsgálati berendezés (ATE) a folytonosság, az elszigetelés és az impedancia vizsgálatához. 100% elektromos teszt szükséges az ipari szabvány szerint, ha merev-hajlékony nyomtatott áramkör Kritikus alkalmazásra készült termék.
Az áramkörben történő tesztelés (IKT) és a repülő szonda tesztelése teszteléshez használható merev-hajlékony nyomtatott áramkör A vizsgálati szerelvény tervezésének figyelembe kell vennie a rugalmas alkatrészeket, valamint jó elektromos érintkezéseket kell biztosítania.
Mechanikai tesztelés
A rugalmassági teszt megerősíti, hogy a rugalmas alkatrész robusztus a használati környezetben. A szabványos vizsgálati protokollok az alkalmazáson belüli hajlítási szögeken/frekvenciákon alapulnak. A tipikus specifikációk a túlélés 100K és 1M hajlítási ciklusok az alkalmazástól függően.
A húzóerő meghatározza a rétegek közötti tapadást, és a jó értékek általában meghaladják az 1,0 N/mm-t a merev és a hajlékos átmenetek esetén. A környezetvédelmi vizsgálatok a szereléseket hőmérséklet-ciklusnak, páratartalom-kitettségnek és hősokknak vetik alá.
A merev-hajlékony nyomtatott áramkör A gyártás támogatja az új technológiákat, beleértve a beágyazott alkatrészeket, a vak és eltemetett viakat és a HDI (High Density Interconnect). Ezek a fejlesztések speciális eszközöket és feldolgozási készségeket igényelnek, amelyeket csak a gyártói szolgáltatások vezető szolgáltatójától lehet megtalálni. A fejlett merev rugalmas tervezés 60%-kal csökkentheti a teljes rendszertérfogatot a kábelkapcsolatokkal párosított hagyományos merev táblázati megoldásokhoz képest, az iparági vezetők statisztikái szerint. Ez a térmegtakarítás továbbra is elősegíti az elfogadást a különböző alkalmazásokban és piacon.
merev-hajlékony nyomtatott áramkör A technológia kiváló pontosságot, speciális felszerelést és hatalmas know-how-t igényel a folyamat terén. A rugalmas áramkör legjobb teljesítményét és gyárthatóságát tapasztalt gyártócsapatok és rugalmas tervező mérnökök szoros együttműködésével lehet elérni. Mivel az elektronikus rendszerek egyre kisebb méretű és több funkcióval rendelkeznek, merev-hajlékony nyomtatott áramkör A megoldások egyre fontosabb elemré válnak a következő generációs termékek fejlesztésében.